Tinheo арнаулы металды прототиптеу қызметтері жобаларыңыз үшін жылдам және үнемді шешім ұсынады. Прототиптер үшін де, аз көлемді өндірістер үшін де стандартты металды майыстыру, тесу, кесу қызметтері. Металл қаңылтыр өндірісі автомобиль жасау, медициналық құрылғы, аэроғарыш өнеркәсібі, электроника, энергетика және робототехника сияқты әртүрлі салаларға арналған техникалық талаптарға сәйкес келетін материалдар мен әрлеудің кең таңдауы бар берік, түпкілікті қолданылатын металл бөлшектерді шығарады.
Металл қаңылтыр өндірісінің артықшылықтары
1. Материалды таңдау
Алюминий + , мыс, тот баспайтын болат + , болат және мырыш
2. Аяқтау опциялары
Бисерді жару, анодтау, қаптау, ұнтақ бояу және тапсырыс бойынша әрлеу
3. Қалыңдық опциялары
Әр түрлі өлшеуіштер қол жетімді
4. Төзімділік
Металл қаңылтыр өндірісі прототиптеу немесе түпкілікті пайдалану үшін берік бөлшектерді шығарады
5. Масштабтау мүмкіндігі
Орнату шығындарының төмендігі үлкен көлемдегі төмен бағаларды білдіреді
6. Айналым
Бөлшектер 5-10 күнде жеткізіледі
Металл қаңылтырының жалпы қолданбалары
Құрылғылар
Корпус панельдері
Жақшалар
Шасси
Есіктер
Қоршаулар
Фюзеляждар
Ас үй жабдықтары
Кеңсе техникасы

Металл қаңылтыр өндірісі дегеніміз не?
Металл қаңылтырын дайындау - қаңылтыр материалдарын функционалдық бөліктерге айналдыру үшін қолданылатын өндірістік процестердің жиынтығы. Металл табақтың қалыңдығы әдетте 0,006 және 0,25 дюйм (0,015 және 0,635 сантиметр) арасында болады.
«Металл қаңылтырын жасау» қолшатырына жататын бірнеше процестер бар. Оларға кесу, иілу және тесу кіреді және оларды тандемде немесе жеке пайдалануға болады.
Металл қаңылтыр өндірісі функционалды прототиптерді немесе түпкілікті пайдалану бөліктерін жасау үшін пайдаланылуы мүмкін, бірақ соңғы пайдаланудағы металл қаңылтыр бөлшектері нарыққа дайын болғанға дейін әдетте әрлеу процесін талап етеді.
Біздің егжей-тегжейге ерекше назар аударуымыз сізге пайда әкеліп қана қоймайды, сонымен қатар біз сіздің бөлігін көрме залының сапасына дейін жеткізу үшін әрлеу қызметтерінің толық жиынтығын ұсынамыз. Біздің вакуумды құю қызметіміз сіз үшін не істей алатыны туралы көбірек біліңіз.

Металл қаңылтыр өндірісі қалай жұмыс істейді?
Жұқа металл қаңылтырлары қалың дайындамаға қарағанда иілгіш болғандықтан, оларды әртүрлі процестер арқылы өңдеуге болады.
Бұл процестер үш жалпы категорияға бөлінеді:
Материалды жою
Онда қаңылтыр әртүрлі тәсілдермен кесіледі
Материалдың деформациясы
Онда қаңылтыр иілген немесе қалыптасады
Материалды құрастыру
Онда қаңылтыр басқа компоненттермен біріктірілген
Біз ұсынатын металл табақтарды өндіру процестері
1. Материалды жою
Металл қаңылтыр өндірісі металл қорын алу, кесу және тесу үшін материалды жою процестерін пайдаланады.

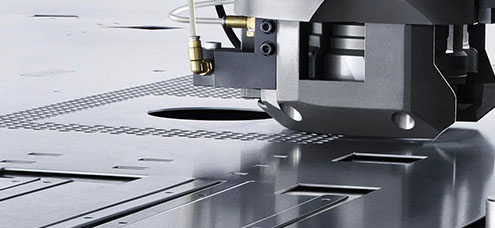
ЛАЗЕРЛІК КЕСУ
Лазерлік кесу металл парақ бөлігін кесу үшін лазерді пайдаланады. Жоғары қуатты лазер параққа бағытталып, линза немесе айна арқылы шоғырланған жерге күшейтіледі. Металл қаңылтыр өндірісінің арнайы қолдануында лазердің фокустық қашықтығы 1,5-3 дюйм (38-76 миллиметр) арасында өзгереді, ал лазерлік нүкте өлшемі шамамен 0,001 дюймді (0,025 мм) диаметрмен өлшейді.
Бөлшектердің дәлдігі 0,002 дюймнен (0,05 мм) жоғары
Керф ені 0,006 дюйм (0,15 мм) - 0,015 дюйм (0,38 мм)
Материалдың әмбебаптығы
Лазерлік кесу кейбір басқа кесу процестеріне қарағанда дәлірек және энергияны үнемдейді, бірақ қаңылтырдың барлық түрлерін де, ең жоғары өлшеуіштерді де кесуге болмайды.
СУ ағынымен кесу

Бөлшектердің дәлдігі 0,002 дюймнен (0,05 мм) жоғары
Керф ені 0,006 дюйм (0,15 мм) - 0,015 дюйм (0,38 мм)
Материалдың әмбебаптығы
Су ағыны кескіш металл қаңылтырға ену үшін жоғары қысымды су ағынын пайдаланады. Металл әсіресе жұқа болмаса, қатты материалды кесу үшін суды абразивті затпен араластырады.
Су ағынымен кесу лазер немесе плазмалық кесу сияқты жылуды бермейтіндіктен, процесс балқу температурасы төмен және басқаша деформациялануы мүмкін металдар үшін әсіресе пайдалы. Су ағынымен кесу кезінде жылу әсер ететін аймақ (HAZ) жоқ, металдарды олардың меншікті қасиеттерін өзгертпестен кесуге болады.
ПЛАЗМАЛЫҚ КЕСУ

Бөлшектердің дәлдігі 0,008 дюймнен (0,2 мм) жоғары)
Жоғары кесу жылдамдығы, мысалы. Минутына 200 дюйм (5,08 метр) 16 калибрлі жұмсақ болат
Материалдың әмбебаптығы
Плазмалық ағынды металды кесу үшін ыстық плазма ағынын пайдаланады. Өте қызған иондалған газдың электрлік арнасын жасауды қамтитын процесс жылдам және орнату құны салыстырмалы түрде төмен.
Қалың қаңылтыр (0,25 дюймге дейін) плазмалық кесу процесі үшін өте қолайлы, өйткені компьютермен басқарылатын плазмалық кескіштер лазерлік немесе су ағынымен кескіштерге қарағанда күштірек. Шын мәнінде, көптеген плазмалық кесу машиналары қалыңдығы 6 дюймге (150 мм) дейінгі дайындамаларды кесуге болады. Дегенмен, бұл процесс лазерлік кесуге немесе су ағынымен кесуге қарағанда дәлірек емес.
ПАНШАЛУ
Металл қаңылтырды саңылаулармен тесу қажет болғанда, жоғарыда көрсетілген кесу әдістеріне қарағанда арнайы тескіш машина әдетте тиімдірек болады. Тескіш тесу парақты штамп пен матрица арасында сэндвичпен кесуді қамтиды; штамп қалыпқа жылжығанда, ол парақта саңылау жасайды. Процесс сонымен қатар бірнеше шағын соққыларды тізбектей жасау арқылы дұрыс емес пішіндерді қалыптастыру үшін пайдаланылуы мүмкін.
2. Материалдың деформациясы
Парақ металды кесуден басқа басқа жолдармен өңдеуге болады. Мысалы, оны арнайы техниканың көмегімен әртүрлі пішіндерге бүгуге болады.
ИГІЛУ
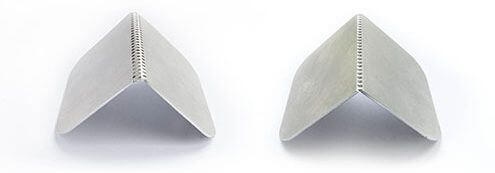
Металл қаңылтыр иілісі тежегіш деп аталатын машинаның көмегімен V-пішінді, U-тәрізді және арна пішінді иілулерді жасау үшін қолданылады. Көптеген тежегіштер қаңылтырды 120 градусқа дейінгі бұрышқа дейін майыстыра алады, бірақ максималды иілу күші металдың қалыңдығы мен созылу күші сияқты факторларға байланысты.
Жалпы алғанда, қаңылтыр бастапқыда шамадан тыс иілген болуы керек, өйткені ол жартылай бастапқы орнына оралады.
МӘРБАЛУ

Штамптау - металды қажетті пішінге келтіру үшін қолданылатын басқа деформация процесі. Процесс металл қаңылтырды жаңа пішінге басу үшін механикалық немесе гидравликалық штамптауды пайдаланады.
Штамптау суық қаңылтыр металда қолданылады, бірақ матрицадан туындаған үйкеліс металдың жоғары температураға дейін қызуын тудырады. Жеке штамптау процестеріне жатады, бірақ олармен шектелмейді.
Металл қаңылтыр бөлігіне өрнек басылған монета жасау
Керлинг, онда қаңылтыр қаңылтыр құбырлы пішінге деформацияланады
Қосымша қалыңдық үшін қаңылтыр қаңылтырдың үстіне бүктеледі
Үтіктеу, онда қаңылтыр бөлігінің қалыңдығы азаяды
АЙНАЛУ

Металл қаңылтыр иіру - деформациялау процесі — концептуалды түрде керамикалық иіруге ұқсас — дөңгелек ерекшеліктері бар қуыс бөліктерді жасау үшін қолданылады.
Айналдыру процесі токарлық станокта қаңылтыр дайындамасын қолмен немесе механикалық айналдыруды және оны құралға қарсы басуды қамтиды, бұл бөлшектің ішкі пішінін жасайды. Айналдыру жарты шарлар, конустар және цилиндрлер сияқты пішіндерді жасау үшін пайдаланылуы мүмкін.
3. Материалдық жинақ
Кесілген немесе майыстырылған металл қаңылтыр кесектерін тұтас қаңылтыр бөлшектерін жасау үшін біріктіруге болады. Бұл бөліктерді қаңылтырдан жасалмаған құрамдас бөліктерге де қосуға болады.
ЖИНАУ

Өнім бірнеше қаңылтыр бөлшектерді біріктірулермен, бұрандалармен немесе басқа жалпы әдістермен бірге орнатуға болатындай етіп жасалуы мүмкін.
Бұл әдетте бөлшектер кез келген қажетті өңдеу процестерінен өткеннен кейін келеді.
ДӘНЕНЕЛЕТУ
Металл қаңылтыр бөлшектерін кейде дәнекерлеу процесін пайдаланып біріктіру қажет, ол компоненттерді жылумен бірге сақтандырады.
Алюминий және тот баспайтын болат сияқты қаңылтыр материалдардың дәнекерлеу қабілеті жоғары.